

800 квт газопоршневая электростанция заводы
Если искать заводы для 800 квт газопоршневой электростанции, сразу натыкаешься на парадокс: многие думают, что достаточно купить готовый агрегат и подключить. Но на деле даже у проверенных производителей бывают нюансы с адаптацией под российские сети — например, несоответствие систем управления или перегрев в морозы. Я сам через это проходил, когда подбирал оборудование для северного объекта.
Ошибки при выборе производителя
Часто заказчики гонятся за дешевыми решениями, а потом сталкиваются с тем, что китайские аналоги не выдерживают цикличных нагрузок. У нас был случай на стройке в Якутске: взяли установку без учёта морозостойкости уплотнений — через месяц при -45°C пошли утечки газа. Пришлось экстренно менять узлы, что обошлось дороже первоначальной экономии.
Ещё один момент — сервисная поддержка. Некоторые европейские заводы формально есть в России, но запчасти везут 3 месяца. Для газопоршневой электростанции критично иметь локальный склад расходников: фильтры, свечи зажигания, прокладки. Без этого любая поломка превращается в простой на недели.
Сейчас чаще обращаю внимание на компании с полным циклом, типа ООО Вэйфан Жунсюань Пауэр Машинери — у них своё КБ, испытательные стенды. Но даже у таких нужно проверять, как собирают раму под генератор: видел, как вибрация за полгода разболтала крепления из-за неверного расчёта веса.
Особенности конструкции 800 квт
Мощность 800 кВт — это пограничный вариант между компактными установками и промышленными монстрами. Тут важно, чтобы завод предусмотрел модульность: например, возможность быстро отсоединить теплообменник для чистки без разбора всей системы. На одном из объектов в Краснодаре мы из-за этого теряли сутки на профилактику.
Кстати, о теплоутилизации. Если брать газопоршневую электростанцию для когенерации, смотрите на материал рубашки охлаждения — чугун выдерживает перепады лучше, но тяжелее. Для мобильных решений иногда целесообразнее сталь с антикоррозийным покрытием.
Шумовибрационные характеристики — отдельная тема. Заводы часто экономят на демпферах, а потом на объекте требуется дополнительная звукоизоляция. Помню, на хлебозаводе под Воронежем пришлось переделывать фундамент, потому что штатные резиновые прокладки не гасили низкочастотные колебания.
Подводные камни адаптации под российские условия
Газ — не дизель, тут чувствительность к перепадам давления в магистрали. Большинство заводских контроллеров настроены на стабильные 8-12 бар, а у нас в регионах бывает и 5, и 15. Приходится либо ставить редукционные узлы (что удорожает проект), либо искать производителей с гибкими настройками ГТУ.
Вот у ООО Вэйфан Жунсюань Пауэр Машинери в спецификациях видел варианты с двухконтурной системой стабилизации — это разумно для сельских котельных, где давление скачет сезонно. Но нужно тестировать на месте: однажды такая система при резком скачке ушла в ошибку из-за залипания клапана.
Зимняя эксплуатация требует подогрева масляного контура. Некоторые китайские аналоги греют только до -25°C, хотя в контракте пишут -40°C. Проверяйте реальные испытания — просите видео запуска в климатической камере. Сам сейчас всегда требую протоколы холодовых тестов, особенно для газопоршневой электростанции 800 квт.
Сравниваем подходы заводов
Европейские производители делают упор на автоматику, но их ПО часто конфликтует с российскими системами АСКУЭ. Приходится либо заказывать кастомные прошивки (что съедает время), либо ставить промежуточные контроллеры — как сделали на птицефабрике в Ленобласти с установкой от немецкого завода.
Российские сборщики иногда предлагают гибридные решения: например, двигатель MAN или Cummins с российской системой управления. Это работоспособно, но есть риски по гарантии — если возникнет поломка, поставщики двигателей и сборщики начинают перекладывать ответственность.
Из интересного: на сайте https://www.dieselgeneratorset.ru у ООО Вэйфан Жунсюань Пауэр Машинери видел кастомизацию под попутный газ — там меняют форсунки и настраивают угол опережения зажигания. Для нефтяников это может быть решающим фактором, хотя для стандартного природного газа такие доработки избыточны.
Что важно в постпродажном обслуживании
Гарантия — это не только бумажка. Смотрите, есть ли у завода выездные бригады в вашем регионе. Для электростанции 800 квт первый техосмотр должен быть через 500 моточасов, а если ехать за 1000 км — прощей дороже самой проверки.
Запчасти — отдельная головная боль. Идеально, когда завод держит склад в России не только фильтров, но и ремней ГРМ, форсунок. У того же ООО Вэйфан Жунсюань Пауэр Машинери в описании указано, что есть склад в Подмосковье — это уже плюс, хотя нужно уточнять полноту ассортимента.
Обучающие программы — недооценённый момент. Хорошо, когда производитель проводит тренинги для местных сервисников. На ТЭЦ в Казани мы из-за этого специально выбирали поставщика с учебным центром: их инженеры за неделю обучили наших ребят диагностике системы зажигания.
Выводы для практиков
Идеального завода нет — каждый вариант требует проверки на ваших конкретных условиях. Если объект в зоне с нестабильным газоснабжением, смотрите на возможность работы на сжиженном газе. Для 800 квт газопоршневой электростанции это редкость, но некоторые производители типа упомянутого ООО Вэйфан Жунсюань Пауэр Машинери предлагают такие модификации.
Не верьте паспортным КПД — требуйте реальные данные с испытаний. Видел установки, где заявленные 42% на практике давали 38% из-за неоптимального теплообмена. Особенно это критично при работе в когенерационном режиме.
В итоге главное — не название завода, а наличие референсов в вашей отрасли и готовность техподдержки оперативно решать проблемы. Лучше чуть дороже, но с понятной логистикой запчастей и обученным персоналом на месте.
Соответствующая продукция
Соответствующая продукция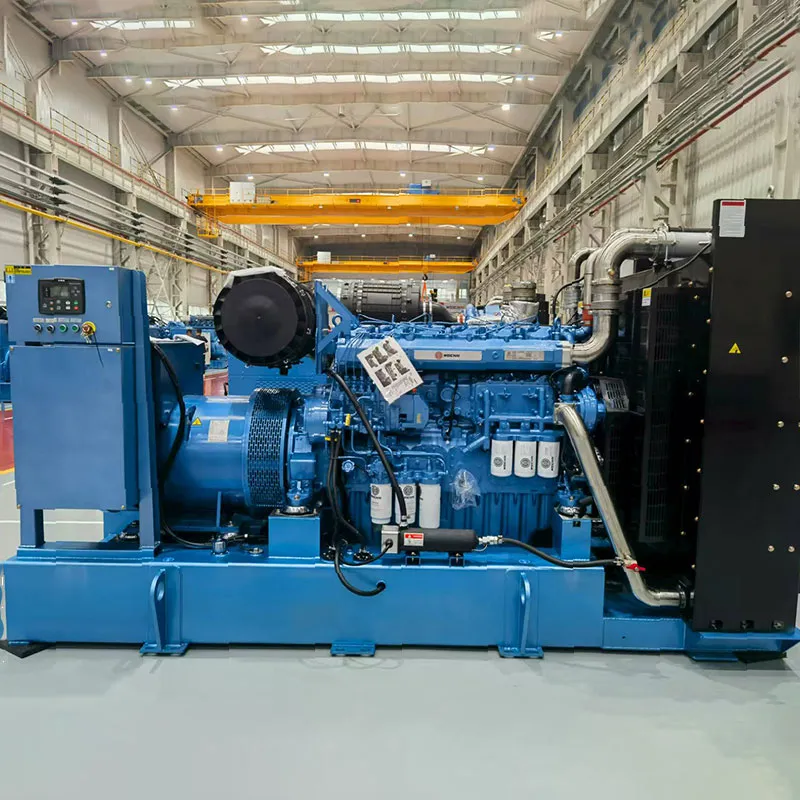







Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельные генераторные установки на прицепе 2
Дизельные генераторные установки на прицепе 2 -
 Газопоршневая электростанция 150 кВт / 180 кВА
Газопоршневая электростанция 150 кВт / 180 кВА -
 Газопоршневая электростанция 100 кВт / 120 кВА
Газопоршневая электростанция 100 кВт / 120 кВА -
 Дизельный генератор Шанчай 400 кВт / 500 кВА
Дизельный генератор Шанчай 400 кВт / 500 кВА -
 Газопоршневая электростанция 60 кВт / 80 кВА
Газопоршневая электростанция 60 кВт / 80 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 2
Дизельная генераторная установка в шумозащитном кожухе 2 -
 Дизельный генератор Вэйчай 80 кВт / 100 кВА
Дизельный генератор Вэйчай 80 кВт / 100 кВА -
 Газопоршневая электростанция 30 кВт / 40 кВА
Газопоршневая электростанция 30 кВт / 40 кВА -
 Дизельный генератор Вэйчай 120 кВт / 150 кВА
Дизельный генератор Вэйчай 120 кВт / 150 кВА -
 Дизельный генератор Вэйфан 100 кВт / 125 кВА
Дизельный генератор Вэйфан 100 кВт / 125 кВА -
 Дизельный генератор Шанчай 30 кВт / 40 кВА
Дизельный генератор Шанчай 30 кВт / 40 кВА -
 Дизельный генератор Шанчай 100 кВт / 120 кВА
Дизельный генератор Шанчай 100 кВт / 120 кВА
Связанный поиск
Связанный поиск- Генерирующее оборудование электростанций производители
- 75 ква газопоршневая электростанция производители
- Газопоршневая электростанция 60 квт цена
- 1200 квт дизельная генераторная установка поставщики
- 800 квт газопоршневая электростанция поставщик
- 80 квт дизельная генераторная установка
- 500 ква газопоршневая электростанция завод
- 200 квт дизельная генераторная установка завод
- 400 квт дизельная генераторная установка завод
- Энергооборудование для строительной техники завод







