

300 ква газопоршневая электростанция завод
Когда слышишь про 300 кВа газопоршневую электростанцию, первое что приходит в голову — это типовой заводской продукт, но на деле каждая такая установка обрастает нюансами ещё до запуска. Многие заказчики до сих пор путают газопоршневые и дизельные решения, а ведь разница в эксплуатационных расходах достигает 40%.
Заводские спецификации против реальных условий
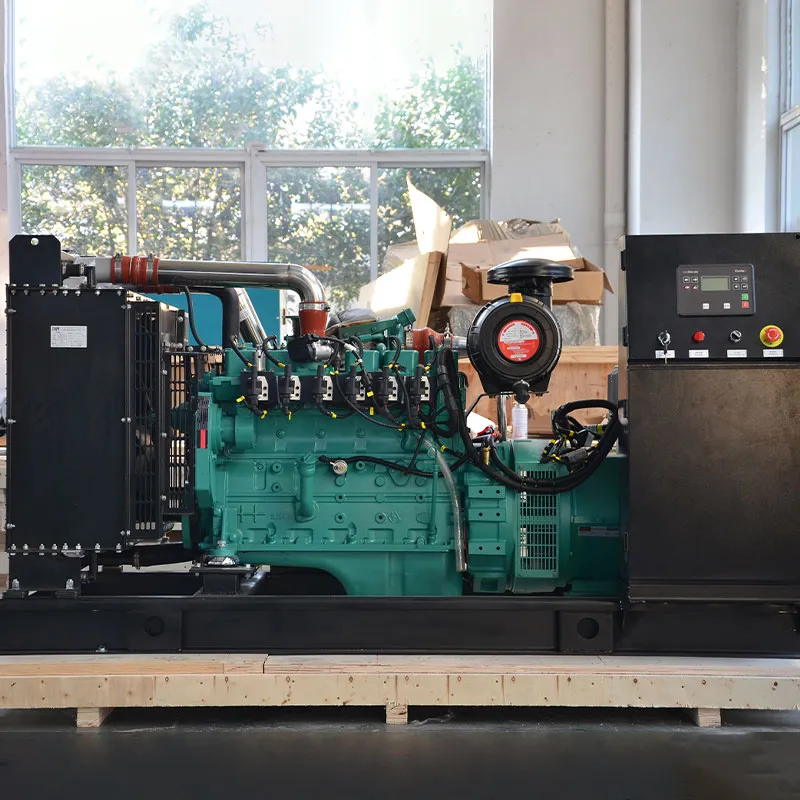
На бумаге газопоршневая электростанция 300 кВа от любого уважающего себя производителя показывает КПД 42-44%. Но в прошлом году на объекте в Краснодарском крае мы столкнулись с падением до 38% из-за нестабильного давления в газовой магистрали. Пришлось дорабатывать систему газоподготовки — заводской паспорт такой scenario просто не учитывает.
Особенно критичен вопрос сжиженного газа. Когда подключали станцию на пропане для удалённого карьера в Якутии, завод поставил стандартные испарители, которые на морозе -55°С откровенно не справлялись. Местные инженеры в итоге собрали кустарный теплообменник из подручных материалов — работает до сих пор, хотя документацию пришлось переделывать трижды.
Поставщики вроде ООО Вэйфан Жунсюань Пауэр Машинери (https://www.dieselgeneratorset.ru) сейчас стали предлагать арктические исполнения, но в 2019 их каталог таких решений не содержал. Кстати, их газопоршневые установки мы тестировали в Подмосковье — по вибрациям есть замечания, но теплоутилизация реализована грамотно.
Подбор оборудования: где экономить нельзя
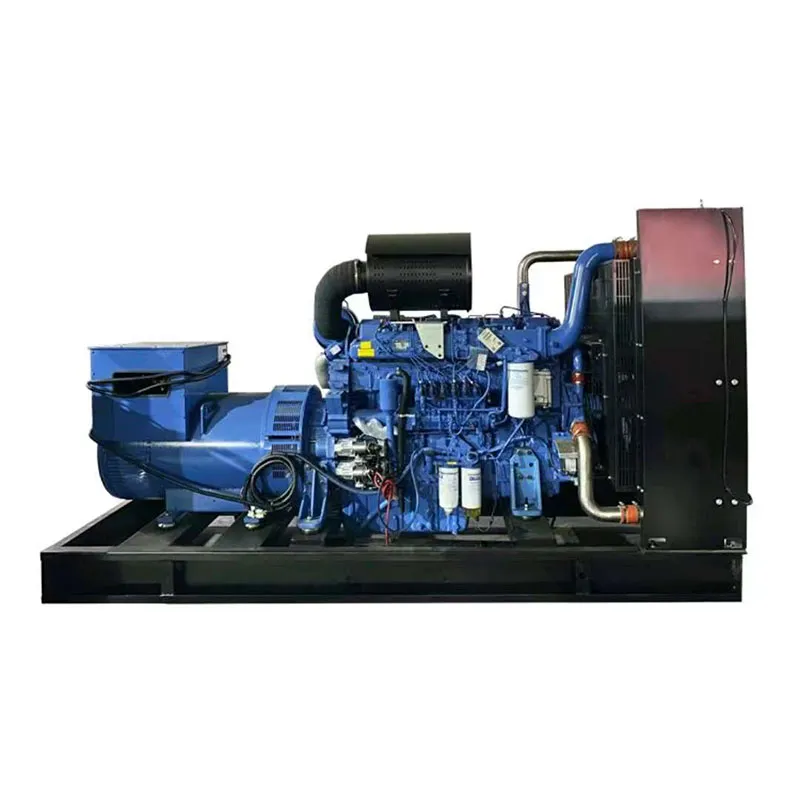
С генераторами 300 кВа часто пытаются сэкономить на системе охлаждения. Помню случай в Ростовской области — заказчик купил станцию без жидкостного охлаждения, рассчитывая на воздушное. Летом при +35°С установка уходила в аварийный останов каждые 6 часов. В итоге переделка обошлась дороже первоначальной экономии.
Система автоматики — отдельная головная боль. Российские заводы часто предлагают адаптированные импортные решения, но с локализацией протоколов связи бывают проблемы. На сахарном заводе в Воронежской области SCADA-система три недели не видела половину датчиков — оказалось, прошивка контроллера конфликтовала с температурными корректорами.
Компания с сайта dieselgeneratorset.ru сейчас как раз анонсировала новую линейку с российским ПО. Коллеги с Урала тестировали — говорят, с отображением параметров пока не идеально, но базовые функции работают стабильно.
Монтажные тонкости, которые не пишут в инструкциях
Фундамент под 300 кВа — это не просто бетонная плита. В Новосибирске пришлось демонтировать уже залитый фундамент — проектировщик не учёл вибрационные нагрузки от соседнего компрессора. Теперь всегда требуем геодезические исследования площадки.
Газовые патрубки — вечная проблема. Китайские производители иногда используют нестандартную резьбу, а европейские фитинги к ней не подходят. В прошлом месяце на объекте в Татарстане из-за этого простояли 2 недели — ждали переходники с завода.
Электрические щиты лучше собирать на месте — готовые решения от завода часто не учитывают местные нормы энергонадзора. ООО Вэйфан Жунсюань в этом плане гибче — допускают модификацию схем под российские стандарты.
Эксплуатационные сюрпризы и как с ними жить
Межсервисные интервалы — производители указывают 2000 моточасов, но наш опыт показывает: после 1500 уже нужно менять масло, особенно при работе на сжиженном газе. Содержание серы в российском газе варьируется сильнее, чем предполагают заводские техрегламенты.
Система зажигания — слабое место многих газопоршневых установок. Свечи приходится менять вдвое чаще паспортных значений, а в условиях Крайнего Севера — вообще каждые 400 моточасов. Кстати, на сайте dieselgeneratorset.ru есть хорошая аналитика по этому вопросу с реальными кейсами.
Шумовиброизоляция — даже для 300 кВа часто недооценивают. В жилой зоне Подольска пришлось дополнять стандартный шумовой кожух экранами — санитарные нормы превышались на 7 дБ. Заводские решения редко учитывают российские СНиПы.
Ремонтопригодность в российских реалиях
Запасные части — главный кошмар. Официальные дилеры требуют 3-4 месяца на поставку поршневой группы, а контрафакт из Азии приводит к капитальному ремонту уже через 1000 часов. Сейчас стараемся работать с поставщиками, имеющими склады в РФ — как тот же Вэйфан Жунсюань.
Ремонт цилиндро-поршневой группы — многие пытаются делать на месте, но без специальной оснастки это профанация. В Омске видел, как 'кулибины' выравнивали гильзы обычной шарошкой — через 50 часов работы станция вышла в разнос.
Калибровка системы управления — без оригинального ПО часто невозможна. Некоторые заводы блокируют доступ к калибровочным таблицам, что для удалённых регионов становится критичным. Приходится держать штатного электронщика с reverse-engineering навыками.
Перспективы и тупиковые ветви развития
Гибридные решения пока не оправдывают себя — пробовали совмещать газопоршневую установку 300 кВа с солнечными панелями в Ставрополье. Экономический эффект нулевой, а сложность эксплуатации выросла втрое.
Удалённый мониторинг — все его хотят, но в глубинке даже с GSM-модемами проблемы. В Карелии перешли на спутниковую связь для телеметрии — дорого, но хотя бы данные идут стабильно.
Модернизация старых установок — перспективное направление. Недавно переоснащали газопоршневую электростанцию 2012 года выпуска новыми контроллерами — выиграли 5% КПД и снизили расход масла. Главное — не связываться с устаревшими моделями, где нет технической документации.
Соответствующая продукция
Соответствующая продукция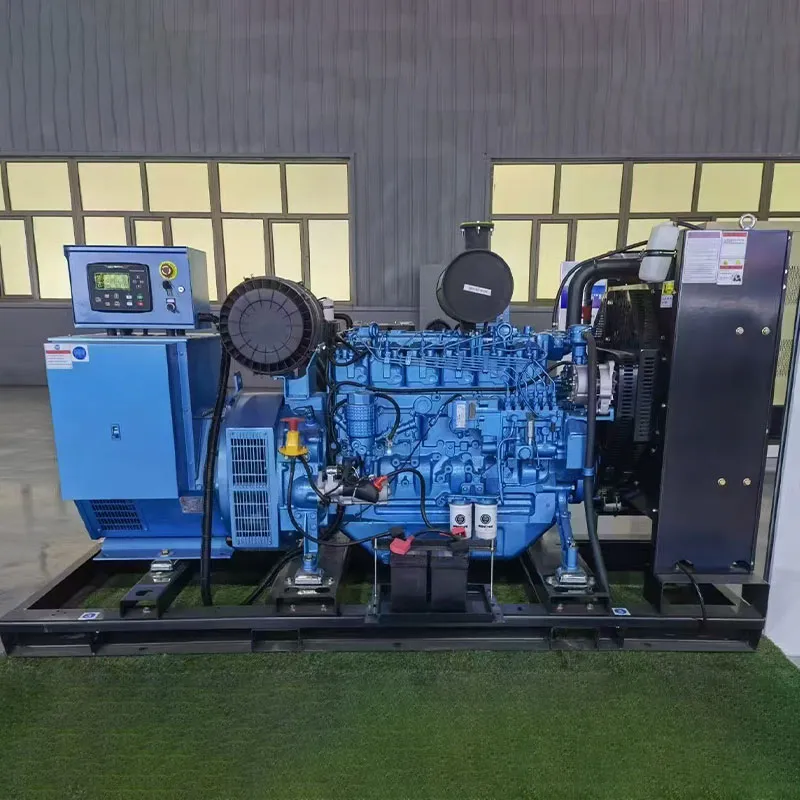





Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельные генераторные установки на прицепе 3
Дизельные генераторные установки на прицепе 3 -
 Газопоршневая электростанция 400 кВт / 500 кВА
Газопоршневая электростанция 400 кВт / 500 кВА -
 Дизельные генераторные установки на прицепе 2
Дизельные генераторные установки на прицепе 2 -
 Дизельный генератор Юйчай 150 кВт / 180 кВА
Дизельный генератор Юйчай 150 кВт / 180 кВА -
 Дизельный генератор Вэйчай 800 кВт / 1000 кВА
Дизельный генератор Вэйчай 800 кВт / 1000 кВА -
 Газопоршневая электростанция 30 кВт / 40 кВА
Газопоршневая электростанция 30 кВт / 40 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 3
Дизельная генераторная установка в шумозащитном кожухе 3 -
 Дизельные генераторные установки на прицепе 1
Дизельные генераторные установки на прицепе 1 -
 Дизельный генератор Юйчай 200 кВт / 250 кВА
Дизельный генератор Юйчай 200 кВт / 250 кВА -
 Дизельный генератор Юйчай 500 кВт / 625 кВА
Дизельный генератор Юйчай 500 кВт / 625 кВА -
 Газопоршневая электростанция 60 кВт / 80 кВА
Газопоршневая электростанция 60 кВт / 80 кВА -
 Дизельный генератор Шанчай 400 кВт / 500 кВА
Дизельный генератор Шанчай 400 кВт / 500 кВА
Связанный поиск
Связанный поиск- Дизельные генераторные установки для наружной установки заводы
- 600 ква газопоршневая электростанция заводы
- 1800 квт дизельная генераторная установка заводы
- Дизельная генераторная установка 600 квт производители
- Дизельная генераторная установка 200 квт цена
- 180 ква газопоршневая электростанция основный покупатель
- Генерирующее оборудование электростанций основный покупатель
- 250 квт газопоршневая электростанция основный покупатель
- Дизельная генераторная установка 100 квт заводы
- 1000 ква дизельная генераторная установка производители







