

200 квт дизельная генераторная установка завод
Когда говорят про 200 кВт дизельные установки, многие сразу представляют стандартный металлический ящик с двигателем — а на деле это сложная система, где каждый узел требует отдельного инженерного подхода. В нашей практике часто сталкиваемся с заказчиками, которые пытаются сэкономить на системе охлаждения или автоматике, а потом удивляются, почему агрегат не выходит на заявленные 200 кВт в жару.
Конструкционные особенности 200 кВт установок
Сразу отмечу — не все дизели одинаково работают на таком мощностном рубеже. Например, китайские двигатели серии R6105 часто перегреваются при длительной работе на 80% нагрузки, тогда как немецкие MTU или даже турецкие AKSA показывают стабильность. Но тут важно не столько происхождение, сколько адаптация под конкретные условия.
В прошлом году собирали установку для карьера в Якутии — при -50°C стандартная схема подогрева оказалась неэффективной. Пришлось разрабатывать трёхконтурную систему: предпусковой подогрев антифриза + термоизоляция топливных магистралей + керамические нагреватели в блоке ЦНД. Без такого подхода двигатель просто не выходил на номинальные обороты.
Особенно критична виброизоляция — на 200 кВт несбалансированные колебания быстро разрушают фундамент. Мы в ООО Вэйфан Жунсюань Пауэр Машинери используем демпферы с переменной жёсткостью, которые меняют характеристики в зависимости от частоты вращения. Это дороже обычных резиновых подушек, но после трёх лет эксплуатации разница в износе видна невооружённым глазом.
Подбор компонентов и типичные ошибки
Чаще всего ошибаются с генераторами — ставят альтернаторы с классом изоляции H, когда достаточно F, или экономят на AVR. Как-то разбирали установку конкурентов: китайский генератор с якобы медной обмоткой, а там алюминий с медным покрытием. После 2000 моточасов началось интенсивное окисление контактов.
Система управления — отдельная история. Российские покупатели часто требуют импортную автоматику, но в условиях перепадов напряжения наши разработки на базе МикроАВР-3 показывают лучшую живучесть. Немецкие контроллеры чувствительны к качеству сети, а зимой 2022 года мы заменили 17 блоков Deep Sea Electronics из-за скачков в подмосковных сетях.
Топливная система — здесь принципиально использовать сепараторы с подогревом для российского дизтоплива. Наши инженеры разработали комбинированный фильтр-отстойник с терморегулятором — решение простое, но снижает количество отказов на 40% в межсезонье.
Производственные нюансы на заводе
При сборке 200 кВт установок всегда возникает дилемма: делать полную обвязку на раме или разделять системы. Для стационарных объектов выгоднее модульный подход — упрощается обслуживание. Но для мобильных версий приходится компоновать всё в едином кожухе, что усложняет ремонт.
Сварка рамы — кажется мелочью, но именно здесь кроются 30% проблем с вибрацией. Мы перешли на роботизированную сварку с последующей нормализацией металла — дорого, но исключает 'усталостные' трещины в зонах концентрации напряжений.
Покраска — многие недооценивают важность подготовки поверхности. После переезда в новый цех в Подольске внедрили фосфатирование перед грунтовкой — срок службы покрытия увеличился с 5 до 12 лет даже при эксплуатации в морских портах.
Реальные кейсы и адаптация под условия
Для нефтебазы в Уфе делали установку с взрывозащищённым исполнением — основной сложностью оказалось охлаждение. Стандартные радиаторы не подходили по габаритам, пришлось разрабатывать систему с вынесенным теплообменником и принудительной вентиляцией через искробезопасные вентиляторы.
Ещё запомнился проект для госпиталя в Сочи — требовалось обеспечить бесперебойное питание хирургических палат. Применили схему с двумя синхронизированными установками по 200 кВт, но столкнулись с проблемой перекрёстных токов при коммутации. Решили установкой блокировочных реле с задержкой 50 мс — решение есть в каталоге https://www.dieselgeneratorset.ru, но его редко заказывают.
Сельхозпредприятие в Ростовской области — классический пример неправильного расчёта нагрузки. Заказчик настаивал на одной установке 200 кВт для всего комплекса, но по факту пиковые пусковые токи от двигателей систем орошения превышали номинал в 2.3 раза. Пришлось ставить дополнительную буферную батарею с инвертором.
Эксплуатационные наблюдения и доработки
За 8 лет наблюдений выявили закономерность: большинство поломок происходит не из-за износа, а из-за неправильного первого запуска. Теперь на все установки ставим блоки принудительной обкатки — клиент не может запустить агрегат пока не пройдёт цикл проверки систем.
Система мониторинга — изначально использовали GSM-модули, но в удалённых районах связь нестабильна. Перешли на спутниковые терминалы Inmarsat — дороже, но зато видим параметры работы даже в арктических широтах.
Интересный случай был с установкой для рыбоперерабатывающего завода — из-за постоянной влажности началась коррозия клемм генератора. Пришлось разрабатывать специальный лак для покрытия токоведущих частей на основе эпоксидных смол. Теперь эту технологию используем для всех прибрежных объектов.
Перспективы развития и узкие места
Сейчас активно экспериментируем с гибридными решениями — дизель-солнечные электростанции. Для 200 кВт установок это особенно актуально: днём нагрузку покрывают солнечные панели, ночью — дизель. Но пока не удаётся решить проблему быстрого переключения между источниками без просадки напряжения.
Ещё одно направление — системы рекуперации тепла. В стандартной установке 200 кВт до 45% энергии уходит в атмосферу с выхлопом и охлаждением. Пытаемся утилизировать это тепло для отопления помещений, но КПД пока не превышает 15% — слишком много теплопотерь в магистралях.
Автоматизация диагностики — здесь основной прорыв связан с анализом вибросигнатуры. На тестовом стенде в ООО Вэйфан Жунсюань Пауэр Машинери собираем базу данных характерных спектров вибрации для разных неисправностей. Уже научились по косвенным признакам предсказывать износ вкладышей за 200 моточасов до критического состояния.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельный генератор Шанчай 200 кВт / 250 кВА
Дизельный генератор Шанчай 200 кВт / 250 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 1
Дизельная генераторная установка в шумозащитном кожухе 1 -
 Дизельные генераторные установки на прицепе 3
Дизельные генераторные установки на прицепе 3 -
 Дизельный генератор Шанчай 150 кВт / 180 кВА
Дизельный генератор Шанчай 150 кВт / 180 кВА -
 Дизельный генератор Вэйфан 75 кВт / 90 кВА
Дизельный генератор Вэйфан 75 кВт / 90 кВА -
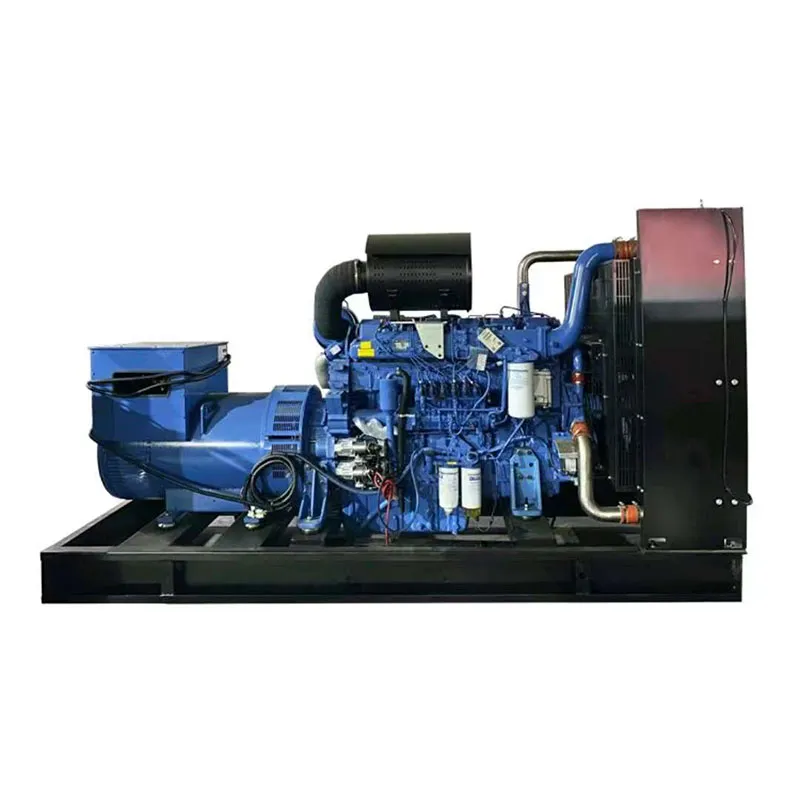
 Дизельный генератор Юйчай 200 кВт / 250 кВА
Дизельный генератор Юйчай 200 кВт / 250 кВА -
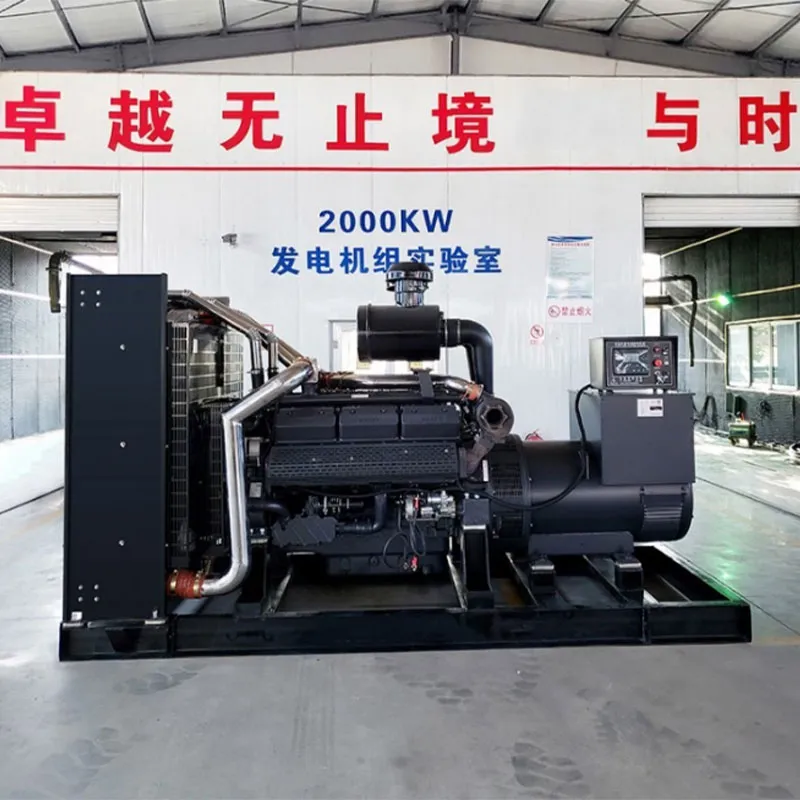 Дизельный генератор Шанчай 500 кВт / 620 кВА
Дизельный генератор Шанчай 500 кВт / 620 кВА -
 Дизельный генератор Вэйчай 50 кВт / 60 кВА
Дизельный генератор Вэйчай 50 кВт / 60 кВА -
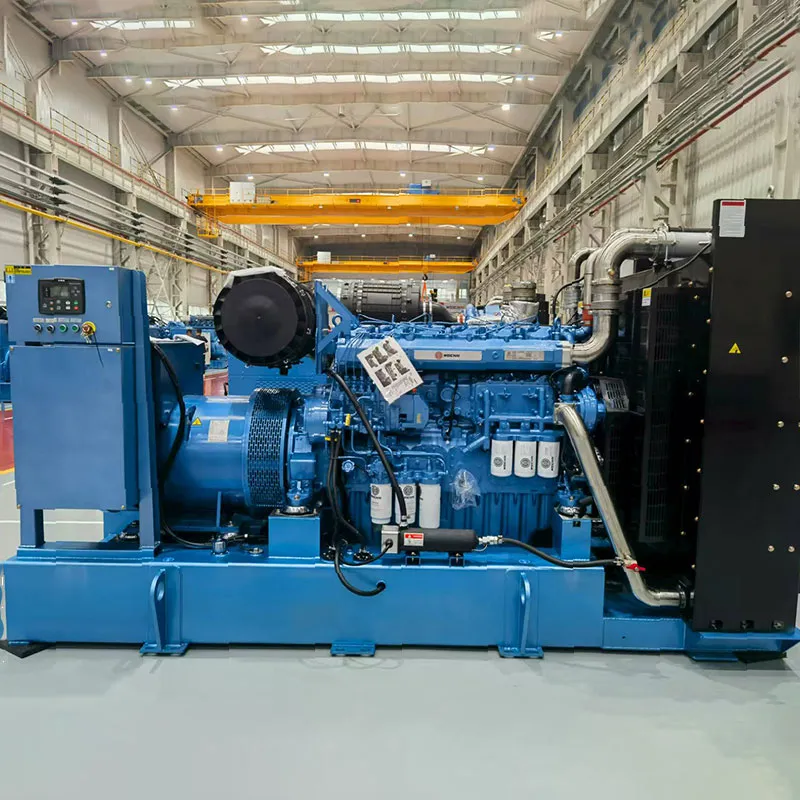 Дизельный генератор Вэйчай 500 кВт / 625 кВА
Дизельный генератор Вэйчай 500 кВт / 625 кВА -
 Дизельный генератор Вэйчай 400 кВт / 500 кВА
Дизельный генератор Вэйчай 400 кВт / 500 кВА -
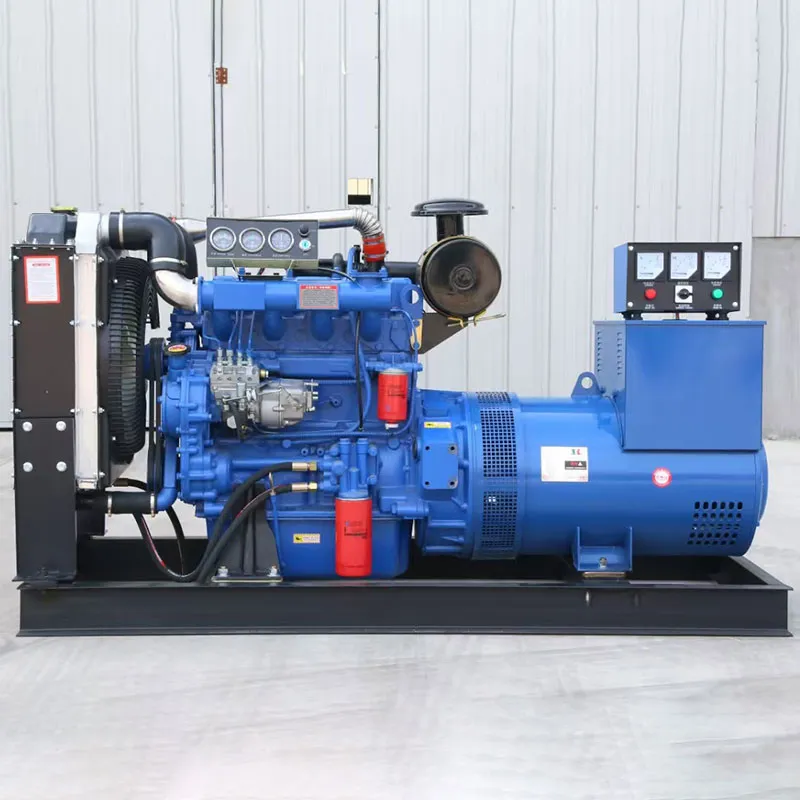
 Дизельный генератор Вэйфан 150 кВт / 180 кВА
Дизельный генератор Вэйфан 150 кВт / 180 кВА -
 Дизельный генератор Вэйфан 100 кВт / 125 кВА
Дизельный генератор Вэйфан 100 кВт / 125 кВА
Связанный поиск
Связанный поиск- 2000 квт дизельная генераторная установка заводы
- 750 ква дизельная генераторная установка производители
- 1400 квт газопоршневая электростанция заводы
- 50 квт дизельная генераторная установка
- Газопоршневая электростанция 800 квт
- 30 квт дизельная генераторная установка производители
- 300 ква газопоршневая электростанция производители
- Газопоршневая электростанция 1000 квт завод
- 100 квт газопоршневая электростанция поставщик
- 1500 ква дизельная генераторная установка завод







