

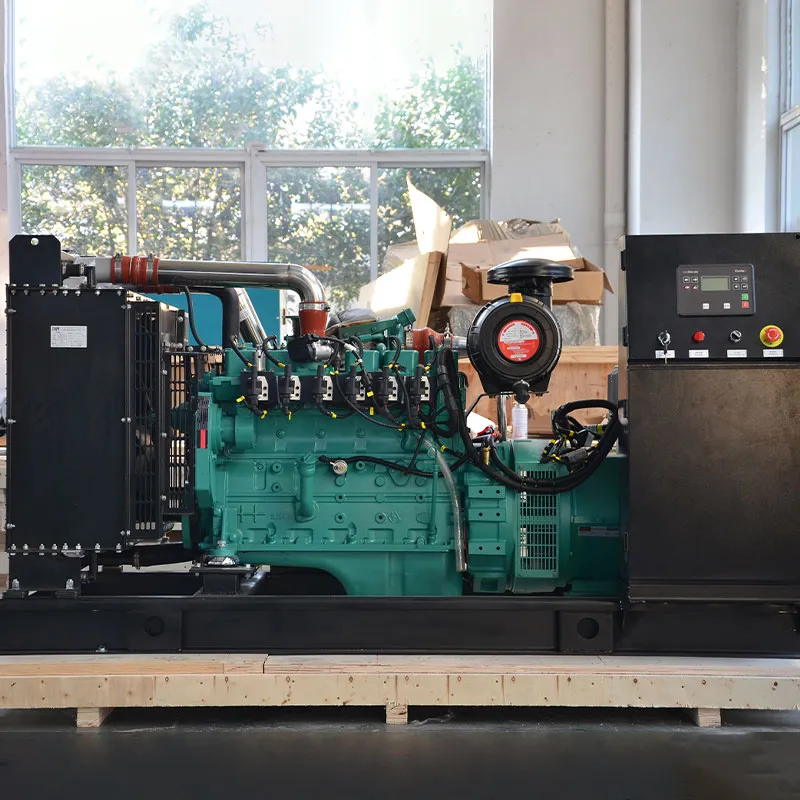
180 ква газопоршневая электростанция завод
Когда слышишь про ?180 кВт газопоршневую электростанцию?, первое, что приходит в голову — типовой проект с готовыми ТУ. Но на практике даже у проверенных производителей вроде ООО Вэйфан Жунсюань Пауэр Машинери каждый объект приходится буквально ?притирать? к местным условиям. Сайт https://www.dieselgeneratorset.ru честно показывает характеристики, но ни один каталог не предупредит, как поведёт себя система при -35°C в Красноярске или при скачках давления в газовой трубе в промзоне Екатеринбурга.
Мифы о ?готовых решениях?
Многие заказчики до сих пор уверены, что газопоршневая установка — это аналог дизельного генератора, только дешевле в эксплуатации. На деле же разница начинается с момента проектирования фундамента. Для газопоршневой электростанции 180 кВт виброизоляция критичнее на 30-40%, чем для дизельного аналога — высокооборотные узлы чувствительнее к микросдвигам. Мы в 2019 году чуть не сорвали пуск на объекте в Тюмени, потому что проигнорировали ?лишние? рекомендации по армированию плиты.
Ещё один момент — автоматика. Стандартные блоки управления от ООО Вэйфан Жунсюань Пауэр Машинери хорошо работают в штатном режиме, но если нужно интегрировать станцию в существующую SCADA-систему завода, без дополнительных модулей не обойтись. Причём иногда проще заказать кастомную разработку, чем адаптировать типовую — проверено на пищевом комбинате под Воронежем, где пришлось переписывать протокол обмена данными с нуля.
И да, КПД в 42-43%, указанный в спецификациях — достижим, но только при стабильных параметрах газа. На одном из объектов в Татарстане мы месяц ловили флуктуации теплотворной способности топлива, пока не поставили дополнительный газоанализатор перед узлом учёта.
Реальные кейсы адаптации
В 2022 году мы монтировали газопоршневую электростанцию 180 кВт для логистического терминала. Заказчик требовал снизить уровень шума ниже 75 дБ — пришлось разрабатывать нестандартный кожух с комбинированной шумоизоляцией. Интересно, что заводские инженеры ООО Вэйфан Жунсюань Пауэр Машинери сначала предлагали типовое решение, но после нашего техотчёта согласились доработать конструкцию воздухозаборников.
Зимняя эксплуатация выявила неочевидную проблему — обледенение регулятора давления газа. В паспорте устройства есть общие рекомендации по теплоизоляции, но для условий Урала пришлось добавлять греющий кабель с отдельным термореле. Кстати, это повлияло на энергобаланс — около 2% вырабатываемой мощности теперь уходит на обогрев вспомогательных систем.
Самое сложное — работа в каскаде. Когда три одинаковые станции пытаются синхронизироваться, малейший разброс в характеристиках форсунок вызывает перекос нагрузки. Мы потратили две недели на юстировку топливных систем, хотя по документам всё должно было работать ?из коробки?.
Ошибки, которые дорого обходятся
Самая грубая наша ошибка — попытка сэкономить на системе охлаждения. Для газопоршневой электростанции классический сухой радиатор не всегда оптимален. На объекте в Краснодарском крае при +40°C мы получили перегрев и автоматическое снижение мощности до 150 кВт. Пришлось экстренно докупать выносные градирни — их, кстати, в каталоге https://www.dieselgeneratorset.ru нет, пришлось искать у смежных поставщиков.
Ещё один нюанс — качество смазочных материалов. Завод рекомендует определённые марки масла, но в России не все из них доступны. Когда мы попробовали заменить аналогом, через 200 моточасов появился налёт на свечах зажигания. Теперь всегда везём оригинальные расходники с завода-изготовителя, даже если это удорожает контракт на 5-7%.
Не верьте тем, кто говорит про ?необслуживаемые? узлы. Регулярная диагностика форсунок и клапанов — обязательна. Мы разработали собственный чек-лист на основе данных телеметрии, который позволяет предсказывать износ деталей с точностью до 50 моточасов.
Перспективы модернизации
Сейчас тестируем систему утилизации тепла выхлопных газов для газопоршневой электростанции 180 кВт. В теории КПД должен вырасти до 65%, но на практике когенерационная установка добавляет сложностей в управление. Например, при резком сбросе нагрузки теплообменник может создать обратный импульс давления в выпускном коллекторе.
Интересный опыт получили с заменой штатного генератора на модель с постоянными магнитами. Эффективность выросла на 3%, но появились проблемы с совместимостью АВР. Специалисты ООО Вэйфан Жунсюань Пауэр Машинери помогли перепрошить контроллер, но предупредили, что это снимает оборудование с гарантии.
Следующий шаг — эксперименты с водородной добавкой к газу. Пока пробуем 5-7% смесь, но уже видим рост детонационной стойкости. Правда, пришлось полностью менять материал уплотнителей — стандартный фторкаучук не выдерживает.
Выводы для практиков
Главный урок — не существует универсальных решений. Даже проверенная газопоршневая электростанция 180 кВт требует индивидуального подхода к каждому объекту. Мы теперь всегда закладываем 15% бюджета на непредвиденные доработки и 10% времени на ?обкатку? в реальных условиях.
Сотрудничество с ООО Вэйфан Жунсюань Пауэр Машинери показало их готовность к диалогу — они оперативно вносят изменения в конструкцию, если предоставить веские аргументы. Но не стоит ждать от них готовых ответов на все вопросы — некоторые задачи приходится решать методом проб и ошибок.
Сейчас рассматриваем их новую модификацию с системой предварительной очистки газа — возможно, это снизит наши эксплуатационные расходы. Но пока не проверим в работе, не будем давать рекомендаций — в этом бизнесе чужие советы часто оказываются бесполезными.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельный генератор Вэйчай 50 кВт / 60 кВА
Дизельный генератор Вэйчай 50 кВт / 60 кВА -
 Дизельный генератор Шанчай 500 кВт / 620 кВА
Дизельный генератор Шанчай 500 кВт / 620 кВА -
 Дизельный генератор Шанчай 400 кВт / 500 кВА
Дизельный генератор Шанчай 400 кВт / 500 кВА -
 Дизельный генератор Вэйчай 400 кВт / 500 кВА
Дизельный генератор Вэйчай 400 кВт / 500 кВА -
 Газопоршневая электростанция 60 кВт / 80 кВА
Газопоршневая электростанция 60 кВт / 80 кВА -
 Дизельный генератор Вэйчай 500 кВт / 625 кВА
Дизельный генератор Вэйчай 500 кВт / 625 кВА -
 Дизельный генератор Вэйфан 30 кВт / 40 кВА
Дизельный генератор Вэйфан 30 кВт / 40 кВА -
 Дизельный генератор Вэйчай 100 кВт / 120 кВА
Дизельный генератор Вэйчай 100 кВт / 120 кВА -
 Дизельный генератор Шанчай 200 кВт / 250 кВА
Дизельный генератор Шанчай 200 кВт / 250 кВА -
 Дизельные генераторные установки на прицепе 1
Дизельные генераторные установки на прицепе 1 -
 Дизельная генераторная установка в шумозащитном кожухе 3
Дизельная генераторная установка в шумозащитном кожухе 3 -
 Дизельный генератор Вэйфан 300 кВт / 380 кВА
Дизельный генератор Вэйфан 300 кВт / 380 кВА
Связанный поиск
Связанный поиск- Газопоршневые электростанции 800 квт купить
- Генерирующее оборудование электростанций
- 80 квт дизельная генераторная установка производитель
- Дизельная генераторная установка 2000 квт производители
- 60 квт газопоршневая электростанция производители
- Дизельные генераторные установки на прицепе производители
- 120 ква дизельная генераторная установка цена
- 1500 квт дизельная генераторная установка
- Газопоршневая электростанция юйчай поставщик
- 250 ква дизельная генераторная установка производители







