

Дизельные генераторные установки на прицепе заводы
Когда слышишь про дизельные генераторные установки на прицепе, первое что приходит в голову — обычный прицеп с железным ящиком. Но на деле это сложный симбиоз мобильности и точной инженерной логистики. Многие заказчики до сих пор путают просто 'генератор на колёсах' с полноценной станцией, где каждый узел просчитан под вибрацию и перекосы рамы.
Конструкционные ловушки мобильных установок
Помню, как в 2018 мы собирали партию для северных геологов. Заказчик требовал уменьшить габариты — и мы пошли на компромисс с рамой. Результат: после трёх месяцев тряски по зимникам крепление топливного бака дало трещину. Пришлось переделывать всю подвеску агрегата, усиливать точки сварки. Теперь в дизельные генераторные установки на прицепе всегда закладываем запас по жёсткости в 30% — даже если клиент сопротивляется 'лишнему весу'.
Особенно проблемными оказываются китайские прицепы — внешне аккуратные, но с толщиной металла в критичных узлах всего 2-3 мм. Для наших установок от 50 кВт это неприемлемо. Мы в ООО Вэйфан Жунсюань Пауэр Машинери перешли на российские шасси с локальной адаптацией: усиливаем дышло, меняем рессоры, добавляем демпфирующие прокладки между рамой генератора и платформой.
Ещё один нюанс — расположение топливной аппаратуры. Если разместить фильтры и насосы в конце рамы — при езде по бездорожью возникают воздушные пробки. Пришлось переносить всю топливную систему ближе к оси, дополнительно ставить гибкие подводки. Такие мелочи не видны в спецификациях, но определяют надёжность.
Тепловой режим в полевых условиях
Летом 2021 наша установка ДГУ-100Т/400 в Ростовской области перегрелась при +38°C. Казалось бы — штатная ситуация, но проблема оказалась в расположении радиатора. В стационарных генераторах воздух идёт фронтально, а в мобильных — снизу вверх через решётку. При езде по пыльным дорогам соты забивались за 2-3 дня.
Пришлось разрабатывать систему принудительной продувки с обратными клапанами. Сейчас все наши дизельные генераторные установки на прицепе имеют двухконтурное охлаждение: основной радиатор + дополнительный для масла. Это увеличило стоимость на 12%, но сократило полевые отказы втрое.
Интересный случай был с установкой для карьера в Якутии — там при -50°C пластиковые патрубки лопались как стеклянные. Перешли на силиконовые армированные шланги, добавили термочехлы. Но главное — изменили схему прогрева: теперь антифриз циркулирует через выхлопной коллектор даже при неработающем двигателе.
Логистика производства и сборки
На https://www.dieselgeneratorset.ru мы указываем срок сборки 14 дней — но это для стандартных конфигураций. Когда поступает заказ на установку с особыми требованиями (например, для работы в тропиках или высокогорье), цикл растягивается до 25 дней. Основное время уходит на подбор и тестирование компонентов.
Сейчас пересматриваем подход к комплектации — вместо универсальных решений переходим на модульные блоки. Например, система автоматики собирается в отдельный бокс который можно заменить без разборки всей установки. Это особенно важно для дизельные генераторные установки на прицепе — ремонт в полевых условиях должен занимать часы, а не дни.
Сложнее всего с балансировкой — если стационарный генератор можно выставить по уровню, то мобильный постоянно меняет положение. Пришлось разработать систему плавающих креплений для альтернатора которая компенсирует крен до 5 градусов. Тестировали на полигоне с искусственными неровностями — работает, хотя для особо точных потребителей всё равно рекомендуем стабилизаторы.
Электрика: от теории к реалиям бездорожья
Стандартные схемы распределения энергии не учитывают вибрацию — клеммы ослабевают, болтовые соединения требуют постоянной подтяжки. После серии жалоб от дорожных бригад мы пересмотрели всю электрическую часть. Теперь используем пружинные шайбы и контактные пасты везде где возможно.
Самое уязвимое место — автоматические выключатели. Вибрация вызывала ложные срабатывания у обычных моделей. Перешли на специальные 'виброустойчивые' версии — дороже на 40%, но клиенты перестали жаловаться на внезапные отключения. Это тот случай когда экономия на компонентах выходит боком.
Для объектов с чувствительной электроникой добавляем стабилизаторы напряжения — но не обычные сервоприводные, а электронные с двойным преобразованием. Они тяжелее и дороже, но гарантируют чистоту синусоиды даже при резких изменениях нагрузки. Такие решения предлагаем как опцию для медицинских и телекоммуникационных мобильных комплексов.
Эволюция требований заказчиков
Пять лет назад главным был вопрос цены. Сейчас приоритеты сместились в сторону автономности и ремонтопригодности. Например, для вахтовых посёлков требуют чтобы дизельные генераторные установки на прицепе могли работать без обслуживания 500-700 моточасов. Это потребовало пересмотра систем фильтрации и увеличения объёмов масляных картеров.
Появился спрос на гибридные решения — когда дизель работает в паре с солнечными панелями или ветрогенераторами. Мы в ООО Вэйфан Жунсюань Пауэр Машинери разработали модуль сопряжения который позволяет автоматически переключаться между источниками. Пока это штучные заказы но тенденция налицо.
Любопытный тренд — запрос на 'тихие' установки для мероприятий. Пришлось создавать специальные шумопоглощающие кожухи с принудительной вентиляцией. Стандартные решения не подходили — либо перегрев либо недостаточное подавление шума. Нашли компромисс используя комбинацию минеральной ваты и перфорированных панелей.
Перспективы и тупиковые ветви
Пытались внедрить систему дистанционного мониторинга через спутник — технически возможно но экономически нецелесообразно для 80% заказчиков. Оставили как опцию для нефтяников и МЧС. Проще оказалось ставить локальные регистраторы параметров которые считываются при обслуживании.
С автоматизацией тоже не всё однозначно — ATS-системы хорошо работают в стационаре но в полевых условиях чувствительны к качеству соединений. После анализа отказов пришли к выводу что для мобильных установок лучше использовать упрощённые схемы с ручным дублированием.
Сейчас экспериментируем с системой предпускового подогрева от выхлопных газов — пока сыровато но перспективно для арктических исполнений. Главная проблема — обеспечить герметичность газового тракта при постоянной тряске. Если решим этот вопрос — сможем гарантировать пуск при -60°C что станет уникальным предложением на рынке.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельные генераторные установки на прицепе 1
Дизельные генераторные установки на прицепе 1 -
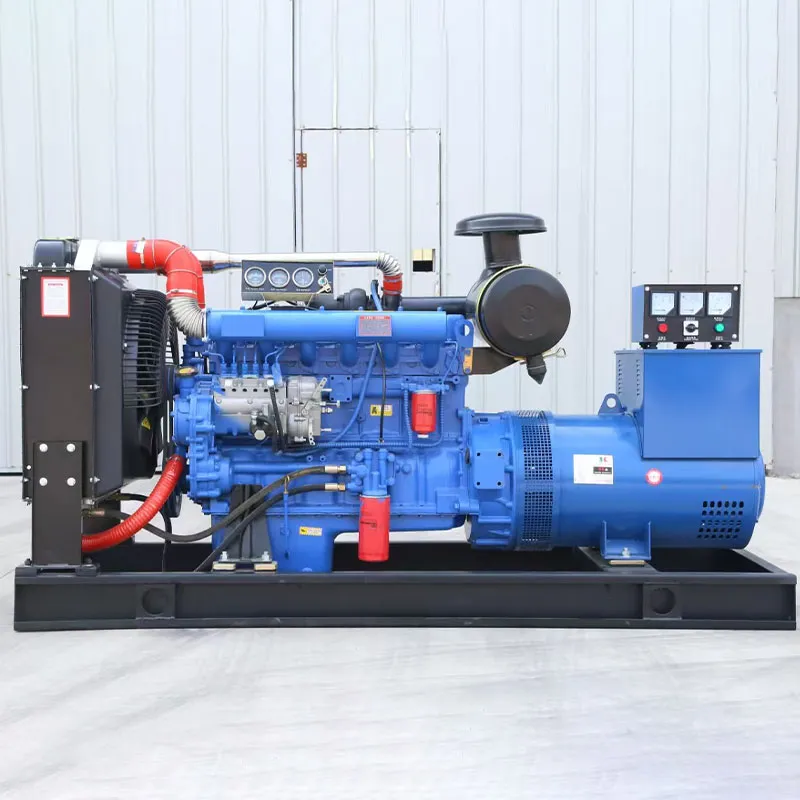
 Дизельный генератор Вэйчай 150 кВт / 180 кВА
Дизельный генератор Вэйчай 150 кВт / 180 кВА -
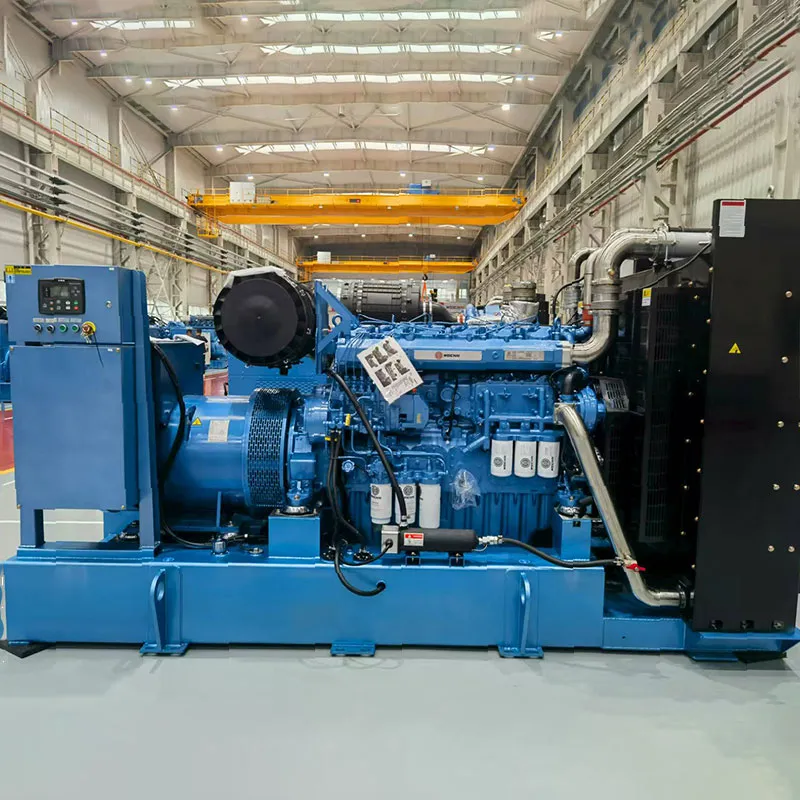 Дизельный генератор Вэйчай 500 кВт / 625 кВА
Дизельный генератор Вэйчай 500 кВт / 625 кВА -
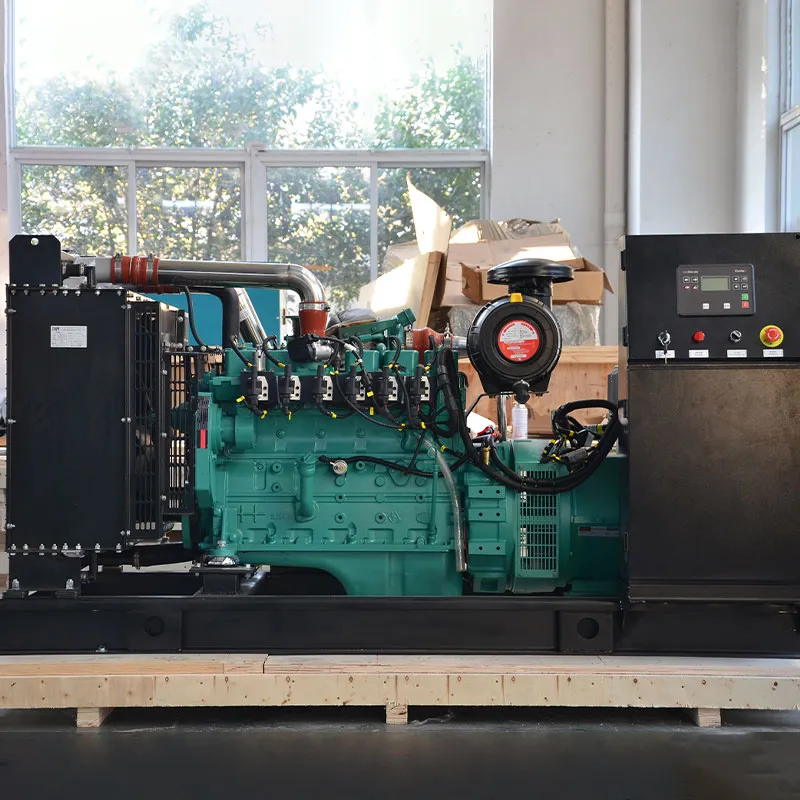 Газопоршневая электростанция 400 кВт / 500 кВА
Газопоршневая электростанция 400 кВт / 500 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 3
Дизельная генераторная установка в шумозащитном кожухе 3 -
 Дизельный генератор Вэйфан 30 кВт / 40 кВА
Дизельный генератор Вэйфан 30 кВт / 40 кВА -
 Дизельный генератор Шанчай 200 кВт / 250 кВА
Дизельный генератор Шанчай 200 кВт / 250 кВА -
 Дизельный генератор Шанчай 30 кВт / 40 кВА
Дизельный генератор Шанчай 30 кВт / 40 кВА -
 Дизельный генератор Вэйчай 30 кВт / 40 кВА
Дизельный генератор Вэйчай 30 кВт / 40 кВА -
 Газопоршневая электростанция 100 кВт / 120 кВА
Газопоршневая электростанция 100 кВт / 120 кВА -
 Дизельный генератор Вэйфан 150 кВт / 180 кВА
Дизельный генератор Вэйфан 150 кВт / 180 кВА -
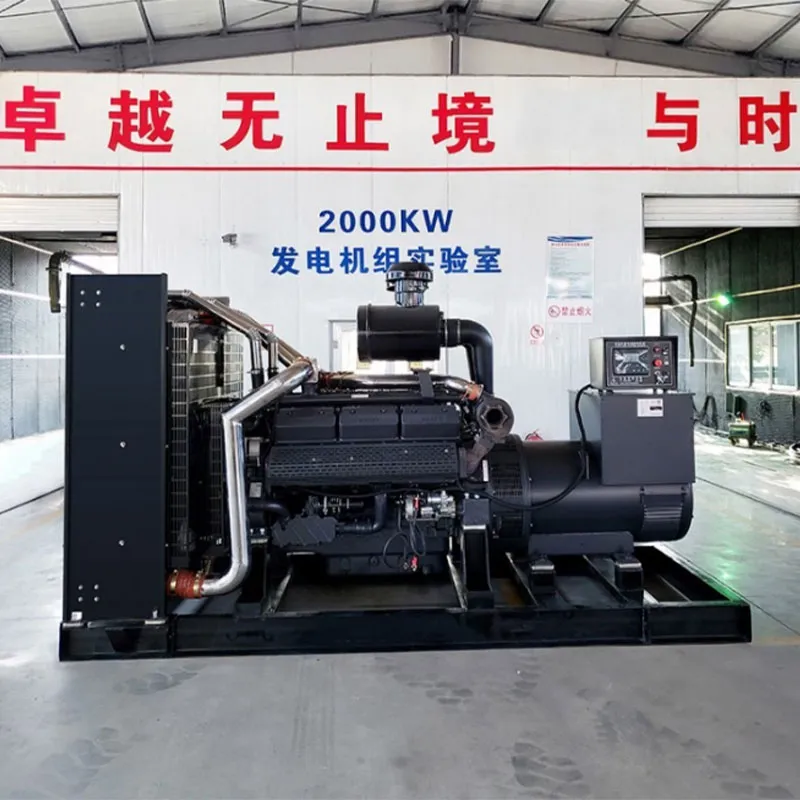 Дизельный генератор Шанчай 500 кВт / 620 кВА
Дизельный генератор Шанчай 500 кВт / 620 кВА
Связанный поиск
Связанный поиск- Единица генерирующего оборудования
- 900 ква дизельная генераторная установка производитель
- Дизельная генераторная установка 30 квт производители
- 600 ква газопоршневая электростанция основный покупатель
- 1000 ква газопоршневая электростанция заводы
- Дизельная генераторная установка 1800 квт производители
- 50 квт дизельная генераторная установка цена
- 600 квт дизельная генераторная установка заводы
- 80 квт дизельная генераторная установка производители
- Газопоршневая электростанция 1000 квт завод







