

Дизельная генераторная установка 400 квт производитель
Когда ищешь дизельная генераторная установка 400 квт производитель, половина поставщиков начинает сыпать терминами вроде 'европейская сборка' или 'адаптированные двигатели'. На деле же часто оказывается, что под капотом – перемаркированный китайский блок с парой дорогих датчиков для видимости. Мы в ООО Вэйфан Жунсюань Пауэр Машинери через это прошли: в 2018 году сами собирали гибриды из импортных контроллеров и локальных рамов, пока не убедились – надежность кроется в сквозном контроле всей цепочки.
Почему 400 кВт – это отдельная категория в генерации
Многие заказчики ошибочно полагают, что разница между 350 и 400 кВт чисто номинальная. На практике же этот порог – точка перехода на трехфазные системы с жидкостным охлаждением. Помню, для карьера в Красноярске мы ставили установку как раз на эту мощность, и там пришлось полностью менять схему вентиляции – штатная не справлялась с запыленностью.
Здесь важно не просто нарастить объем цилиндров, а пересчитать тепловой баланс. Наш инженер как-то раз показал калькуляцию: при переходе с 350 на 400 кВт нагрузка на поршневую группу возрастает на 18%, а не на ожидаемые 14%. Поэтому мы в производстве всегда закладываем запас по гильзам – ставим усиленные, хоть это и удорожает конструкцию на 3-4%.
Еще нюанс – совместимость с автоматикой ввода резерва. Большинство АВР рассчитаны на 350 кВт, и при переходе на 400 приходится менять силовые контакторы. Как-то раз на объекте в Ленобласти пришлось экстренно перепаивать блок управления – заказчик не предупредил, что у него старый щиток 1990-х годов.
Конструкционные просчеты, которые дорого обходятся
До 2020 года мы пробовали ставить на дизельная генераторная установка 400 квт турбины от малоизвестных корейских производителей. Результат – три возврата из Норильска из-за треснувших лопаток при -45°C. Теперь работаем только с проверенными немецкими и японскими поставщиками, хоть это и увеличивает конечную цену на 7-9%.
Рама – отдельная головная боль. Стандартные 8-мм швеллеры для мобильных установок не подходят – вибрация свыше 310 кВт буквально разрывает сварные швы. Пришлось разработать ребристую конструкцию с поперечными распорками. На тестах в 2022 году такая выдержала 1200 часов непрерывной работы в режиме перегрузки 110%.
Система охлаждения – многие экономят на радиаторах, ставят автомобильные аналоги. Но при постоянной нагрузке от 85% они забиваются пылью за 2-3 месяца. Мы перешли на сдвоенные медно-алюминиевые теплообменники с шестирядной структурой – обслуживание требуется раз в полгода даже в условиях стройки.
Как мы выявляем реальные потребности заказчика
Часто клиент просит '400 кВт для резервного питания больницы', а по факту ему нужно 280-300 – остальное про запас. Но перегрузка дизельного генератора на 25% снижает ресурс на 40%. Поэтому мы всегда отправляем инженера на замеры – в прошлом месяце в Воркуте предотвратили установку избыточной мощности, подобрав вариант на 320 кВт с возможностью кратковременного пика до 380.
Сезонность – еще один подводный камень. Для северных объектов важно учитывать зимнее дизтопливо: летняя солярка при -30°C парафинизируется и забивает фильтры. Как-то раз пришлось экстренно менять всю топливную систему на объекте в Якутии – монтажники не учли температурный режим.
Шумоподавление – многие производители экономят на глушителях, особенно в базовой комплектации. Мы же ставим двухкамерные поглотители даже в стандарте – разница в 5-7 дБ кажется небольшой, но для круглосуточной работы это критично. Проверяли на рыбоперерабатывающем заводе в Мурманске – персонал жаловался на головные боли со старым оборудованием, после замены проблемы исчезли.
Почему полный цикл производства имеет значение
В ООО Вэйфан Жунсюань Пауэр Машинери мы отказались от сборки из готовых модулей – теперь все ключевые компоненты делаем сами. От литья блоков цилиндров до прошивки контроллеров. Это позволило сократить сроки замены запчастей с 3 недель до 2-3 дней – нет зависимости от внешних поставщиков.
Тестовые стенды – многие ограничиваются 20-минутной обкаткой. Мы гоняем каждую установку 8 часов в разных режимах: от холостого хода до 110% нагрузки. Обнаружили интересную закономерность – 23% дефектов проявляются только на 5-6 часу непрерывной работы.
Система мониторинга – разработали собственную платформу, которая отслеживает не только основные параметры, но и производные показатели вроде скорости нарастания carbon deposits на форсунках. Это помогло увеличить межсервисный интервал на 200 моточасов.
Кейсы и ошибки, которые научили нас большему, чем успехи
В 2021 году поставили установку для завода ЖБИ – через 3 месяца клиент пожаловался на перегрев. Оказалось, выхлопная система была расположена против преобладающих ветров – горячий воздух засасывался обратно в систему охлаждения. Пришлось переделывать конструкцию кожуха с учетом розы ветров местности.
Еще был случай с вибрацией – на объекте в Сочи генератор работал с биением вала. Долго искали причину, пока не обнаружили, что фундаментная плита стояла на неравномерно уплотненном грунте. Теперь всегда требуем геодезический отчет по основанию.
С АВР тоже бывали курьезы – однажды автоматика не смогла переключить нагрузку из-за плавающей частоты в городской сети. Пришлось дорабатывать алгоритм определения порогов срабатывания. Теперь наши контроллеры анализируют тренд изменения параметров, а не просто фиксируют превышение.
Что в итоге определяет надежного производителя
Не паспортные характеристики, а готовность отвечать за оборудование через годы эксплуатации. Мы в ООО Вэйфан Жунсюань Пауэр Машинери сохраняем полные производственные карты на каждую установку – от химического состава сплава блока до калибровочных коэффициентов форсунок. Это позволяет точно прогнозировать ресурс и планировать замену компонентов.
Ремонтопригодность – иногда сознательно идем на усложнение конструкции, если это упрощает последующее обслуживание. Например, разнесенные узлы системы смазки занимают на 15% больше места, но зато замену масляного насоса можно провести за 2 часа вместо 6.
Эволюция, а не революция – все изменения в конструкции проходят многомесячные полевые испытания. Как с той системой предпускового подогрева – тестировали 4 разных схемы, прежде чем внедрили комбинированную (электрическая + жидкостная). Результат – запуск при -50°C без риска для двигателя.
Соответствующая продукция
Соответствующая продукция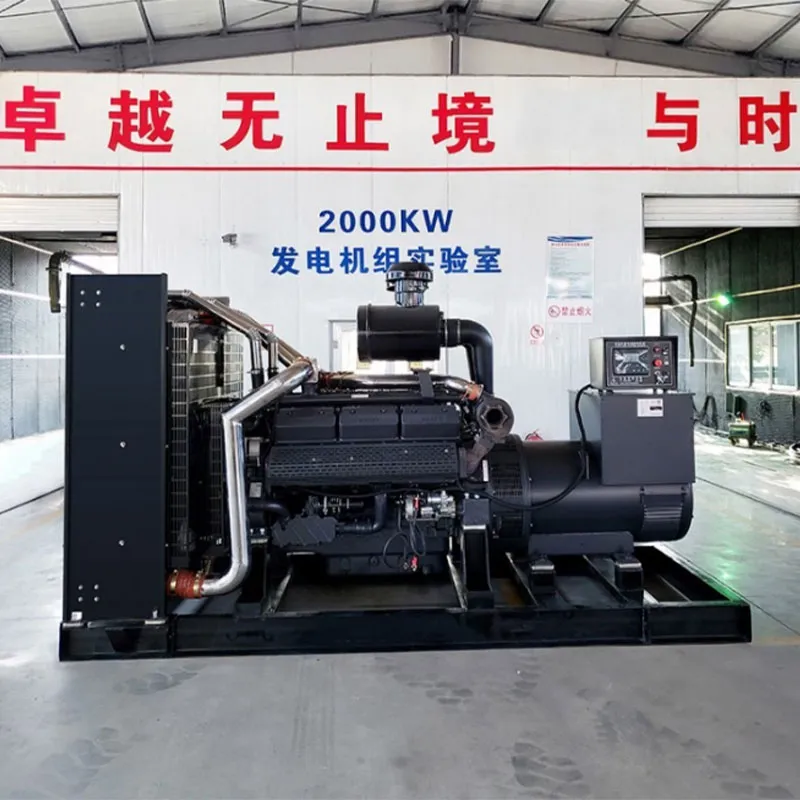




Самые продаваемые продукты
Самые продаваемые продукты-
 Дизельный генератор Вэйфан 75 кВт / 90 кВА
Дизельный генератор Вэйфан 75 кВт / 90 кВА -
 Дизельный генератор Вэйчай 500 кВт / 625 кВА
Дизельный генератор Вэйчай 500 кВт / 625 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 2
Дизельная генераторная установка в шумозащитном кожухе 2 -
 Дизельный генератор Юйчай 400 кВт / 500 кВА
Дизельный генератор Юйчай 400 кВт / 500 кВА -
 Дизельная генераторная установка в шумозащитном кожухе 1
Дизельная генераторная установка в шумозащитном кожухе 1 -
 Дизельный генератор Вэйчай 120 кВт / 150 кВА
Дизельный генератор Вэйчай 120 кВт / 150 кВА -
 Дизельный генератор Шанчай 400 кВт / 500 кВА
Дизельный генератор Шанчай 400 кВт / 500 кВА -
 Газопоршневая электростанция 60 кВт / 80 кВА
Газопоршневая электростанция 60 кВт / 80 кВА -
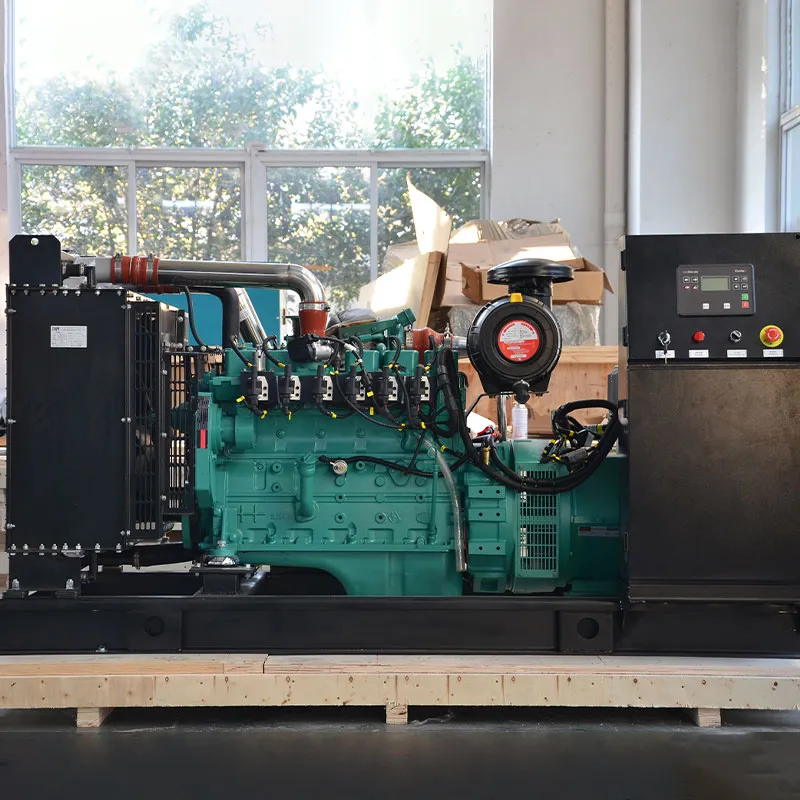
 Газопоршневая электростанция 100 кВт / 120 кВА
Газопоршневая электростанция 100 кВт / 120 кВА -
 Дизельные генераторные установки на прицепе 1
Дизельные генераторные установки на прицепе 1 -
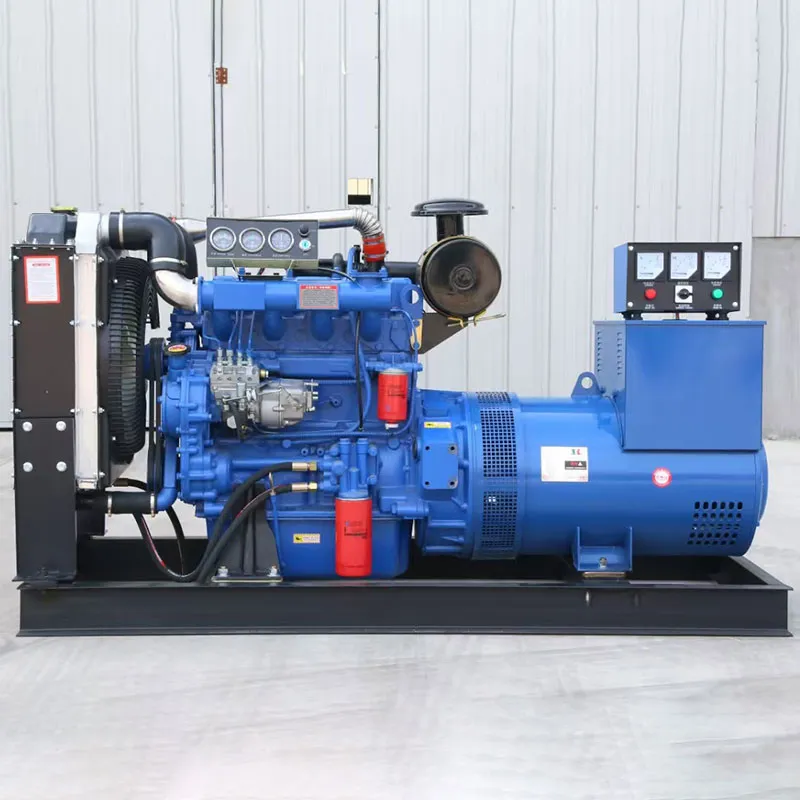
 Дизельный генератор Шанчай 150 кВт / 180 кВА
Дизельный генератор Шанчай 150 кВт / 180 кВА -
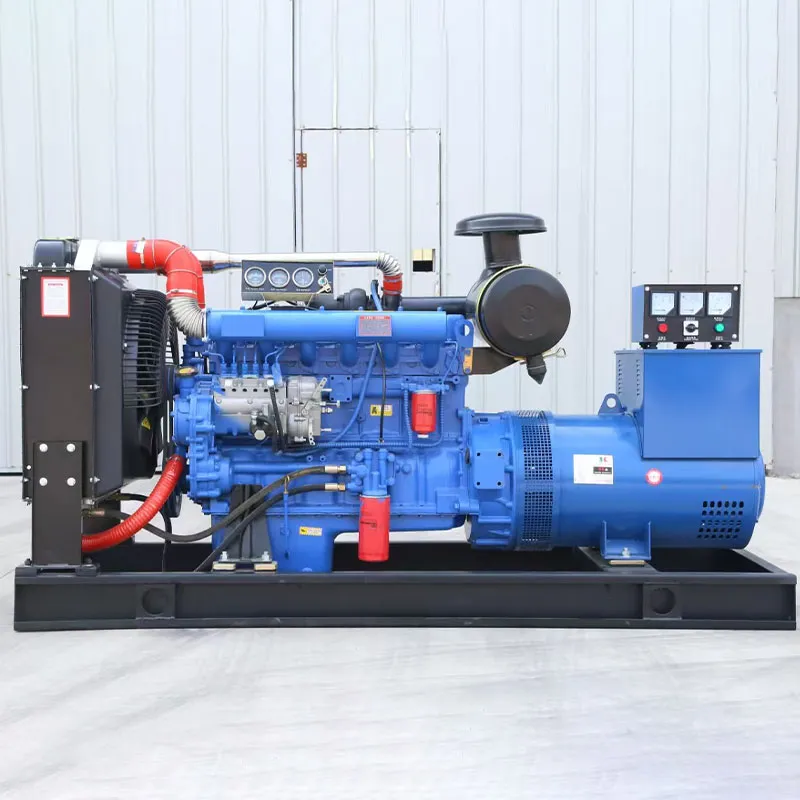
 Дизельный генератор Вэйфан 300 кВт / 380 кВА
Дизельный генератор Вэйфан 300 кВт / 380 кВА
Связанный поиск
Связанный поиск- 1200 квт дизельная генераторная установка
- 360 квт дизельная генераторная установка
- Дизельная генераторная установка 1800 квт цена
- Газопоршневая электростанция юйчай цена
- 750 ква дизельная генераторная установка поставщик
- Дизельные генераторные установки на прицепе поставщик
- Генерирующее оборудование
- Дизельная генераторная установка 800 квт производитель
- Газопоршневые электроагрегаты
- 30 квт дизельная генераторная установка поставщик







